

 Global
Global  United States
United States 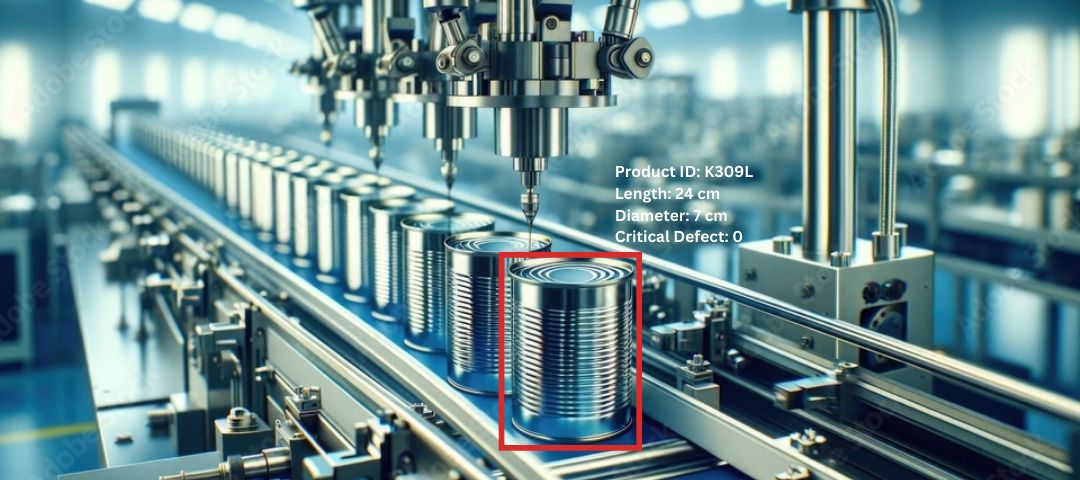
What are Vision Inspection Systems?
Vision inspection systems have revolutionized the management of quality control, safety and operational processes, especially in the manufacturing industry, thus forming the basis for modern industrialized automation. They automate repetitive inspection procedures, prone to human error using Artificial Intelligence and Machine Vision. These inspection systems are equipped with high-resolution cameras and sensors that collect data and feed it to the central system that contains integrated software, they analyze collected visual data, ensure accuracy, efficiency, high productivity and throughput out of the process, assess product quality and aid in real-time informed decision making. For example, mundane and exhausting tasks like industrial defect detection and dimensional measurement in production lines (assembly verification) or equipment itself, can be automated with these visual inspection systems with a marked increase in speed and volume of processing without compromising on quality.
The vision inspection systems global market value is surging at a CAGR of 13.5% during the period 2020 – 2027 and is expected to reach $25.5 billion by 2027. These systems are widely accepted in various industries such as healthcare, automotive, food processing, security and surveillance, finance and banking, programming etc., We will be focusing on the applications of vision systems for manufacturing industry, in particular.
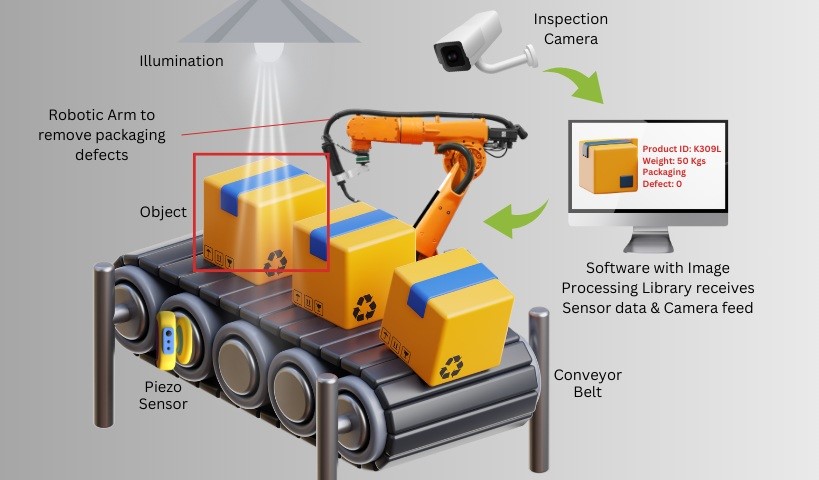
The above diagram shows working of vision systems for manufacturing & packaging
To better understand this, let us delve into the general steps in vision inspection systems:
- Image retrieval: this first step refers to how the visual data is collected from the use-case environment. Here, the choice of camera, lighting, the image camera calibration as per the distortion coefficients, intrinsic and extrinsic parameters, focal length for accurate geometric reconstruction of visually captured objects using computer vision object detection.
- Image Preprocessing: Activities that take place in this step include noise reduction for image quality improvisation by using techniques like Gaussian blur, bilateral or median filtering etc. This step also includes contrast enhancement using techniques like contrast stretching, adaptive histogram equalization, and image registration, which aligns multiple images captured from a single scene of interest, providing an accurate representation of visual data for analysis.
- Feature Extraction: This step involves detection of edges using filters like Sobel, Prewitt, Canny etc, corner detection as landmark for object recognition, alignment by employing Shi-Tomasi or Harris corner detectors for further analysis. Further methods include Connected Component Analysis and blob detections which highlight specific characteristics such as shape, size, etc, that can be utilized to recognize similar objects, or flag such features in case of defect detection.
- Detection/ Recognition: This refers to the detection of the object based on the features gathered and extracted from the preceding steps. The popular methods to implement this included template matching, where image regions are compared with predefined templates to localize instances of objects using AI pattern recognition. Then, there are techniques like Haar cascade or boosted classifiers that detect complex objects based on hierarchical series of classifiers. Both these processes are now superseded by Convolutional Neural Networks (CNNs) that are trained on large datasets for robust object detection using accurate features and pattern recognition. Strides are being made every day to reduce the size and the computing demands of these networks without sacrificing precision, with smaller and smarter network architectures being developed by CV researchers and developers.
- Object Classification: This step is supported by algorithms like Random Forests (complex classification in noisy environment), Support Vector Machine (SVM, finds optimal hyperplane that separates classes in feature space) and Deep Learning Networks (CNNs, Recurrent Neural Networks, Deep Belief Networks etc. types of supervised learning) that detect, recognize, classify and segment objects into predefined categories.
- Dimensional Measurement: It involves measuring fradii, distances, angles and other geometrical properties of the detected objects. Scale is an important factor in this step.
- Motion Tracking: An optional subset of feature detection and analysis, this involves analysis of objects between consecutive frames of a sequence to track their velocity, trajectory, and/or pose/orientation. Such estimation is done based on geometry, shape for positioning/alignment in assembly tasks.
- Data Integration: The seamless incorporation of the above steps into the manufacturing process is no mean feat, Accounting for time, space and computational complexities while integrating this system into a real-time, often highly sensitive environment is a challenge and specialized solutions to each use case must be built.
Types of Vision Inspection Systems
Vision inspection systems powered by machine vision and AI usually consist of a library of software tools offering multiple solutions, catering to the demands and constraints of different types of inspections. Most of the time, one system may be able to perform multiple types of inspections from images captured and provide AI video analytics. Industrial vision-based inspection systems can be of the following types:
PC-based Systems
These large, versatile and flexible systems heavily rely on industrial computers that control cameras, sensors, and lights, making them suitable for performing tasks that require complex processing and computing capabilities. Ultimately, they reduce downtime and avoid human error while processing over a thousand parts per minute and detect damaged and faulty goods. Through training with vast data sets, automated visual inspection systems can easily avoid and mitigate false positives (identifying non-defective products as defective) as well as false negatives (identifying defective products as non-defective).
Smart Camera-based Systems
These vision systems for manufacturing are cost-effective, relatively compact and are used for simpler tasks where space and computing power is a constraint. These systems consist of small cameras with integrated lighting and fixed focal length lenses, sensors and an intuitive network interface that can be programmed/operated by users and easily configured in a computer. They also help in maintaining workspace safety for employees and avoid hazards, alongside their main role of industrial defect detection.
Compact Systems
These easy-to-use systems are streamlined versions of PC-based vision inspection systems that are lighter and suited for small setups with lesser inspective demands. They consist of a single-board microcomputer that gathers data by operating multiple cameras simultaneously and transfers it to an external processing device or performs feature extraction and detection operations itself. These along with others provide non-intrusive evaluation, especially in cases where contact-based inspection methods may damage delicate or sensitive items.
Others
Visual inspection systems can also be 2D (barcode & character readers), 3D (surface defects & flaws), area scan (stationary objects, slow-moving lines), line scan (presence, absence, dimension, positions of products on high-speed production lines), color-sensitive (food, textile, printer material, Infrared-based (reflective surfaces, low-light conditions), X-ray-based (internal structure, foreign object inside food, medicines, electronics), thermal imaging (temperature variations) and stereo-imaging (depth perception and 3D reconstruction) vision systems for quality inspection.

The above diagram shows thermal imaging vision inspection systems used in industries
Vision Systems for Manufacturing
Given below are the multifaceted roles and applications of these systems in the fabric of manufacturing industry along with their respective benefits:
Quality Control
A key area of application of vision systems in the manufacturing industry is managing aspects of quality control standards, such as inspecting products for defects (deviations, irregularities, contaminants, minuscule surface flaws like scratches, broken edges, imperfections, cracks etc.) that may escape employee scrutiny. Real-world examples in the production process include inspecting medicines for flaws, measuring backlight contrast in touchscreens etc. It can also detect malformed parts and inspect product completeness by ensuring match between product and packaging, especially in the pharma and food processing industries, checking corrugated boxes, presence of packing material like polyethylene, polypropylene, polyolefin, polyvinyl chloride films, rings on bottles etc.
Automated dimensional tolerance and geometrical features measurement as well as precision engineering by these systems are very important aspects in manufacturing to ensure that no defective product reaches the customers and helps in reduction in warranty claims or product recalls, thus, saving costs and maintaining brand reputation. Taking real-world examples, these computer vision solutions can be used for verification of diameter of different parts of equipment, coating thickness and solder traces and intricate component alignment, counting pills in a blister pack, parts and pieces of a car, bottles in a case, detection of machining tool wear and microscopic dimensional measurement of gap in a spark plug, verification of product labeling in cases of different fonts, font sizes, orientations, verification of barcodes, serial and lot numbers using Optical Character Recognition (OCR) for inventory management and track-and-trace cases etc.
Robot Guidance
There are various types of robots that are used in an industrial set-up or manufacturing unit like material-handling robots, automated guided vehicles, autonomous mobile robots, automated forklifts, articulated robotic arms etc. Vision inspection systems not only assist such robots in making precise movements throughout the industrial area of interest, but also in inspecting products that they carry, place, or build.
Sorting & Classification
In food processing, pharmaceutical manufacturing industries, recycling and sorting are important operations in quality control and waste reduction. These computer vision solutions can categorize items as predefined specific criteria learnt from the standard operating procedure such as size, shape, color, defects etc. for further segregation and processing. The system is usually attached to large inspection monitors to display the appearance of the material under observation, showcases detected surface defects, and classifies these defects into groups based on contrast, texture and geometry. For example, sorting fruits as per their ripeness and quality, medicines based on their packaging integrity, separating recyclable and non-recyclable products or waste, etc. can be accurately performed by these systems. In short, automating sorting process can optimize resource utilization and improvise productivity.
Automated Visual Inspection
Ensuring quality during production line inspection is the most common application of AI and machine vision inspection systems. They automate mundane processes like checking on assembly of components being done correctly, controlling real-time misalignment, missing parts, assembly errors in case of manufacturing of automotive, aerospace and electronic products. They analyze images of assembled products, compare the same with respective specified assembly instructions and prompt corrective actions that subsequently avoid delay in production and reduce rework. Manufacturers can easily control, consistently monitor assembly processes, achieve better throughput rates, compliance with regulatory requirements, maintenance of quality standards and easy audit procedures with consistent reporting and documentation.
Inspection of conveyor belt and component assembly ensures compliance with packaging integrity and product safety regulatory standards, accurate labelling and seal positions, acceptable print quality, and ultimately consumer confidence. Vision system for quality inspection of packaged products can nullify contamination, mislabeling, tampering while empowering automated packaging operations at high-speed without any compromise in quality control. Another aspect is product surface inspection, such as inspecting painted surfaces for inconsistencies in color, surface scratches on electronic products, and detecting texture uniformity on fabricated clothes.

The above diagram shows reporting by automated visual inspection of conveyor belt
Real-Time Monitoring & Analytics
These systems provide real-time monitoring capabilities to manufacturers to track production and assembly processes, detect issues, and make informed decisions. These systems continuously receive information from the production lines. Valuable insights like quality trends, defect rates, scrap and by-product amount and productivity are obtained from real-time performance analytics. This helps in process improvement, and optimization of overall production workflows.
Predictive Maintenance
Industrial equipment and machinery require important tune-ups and maintenance periodically for delivering enhanced performance. Vision inspection systems utilize sensor data to detect vulnerabilities in the machinery or the produced good and alert manufacturers for predictive maintenance, so that they can take corrective actions beforehand and avoid breakdowns.
How KritiKal Can Help You?
To conclude, it is no understatement to say that vision inspection systems as an amalgam of imaging technology and AI has transformed the inspection procedure in manufacturing industry. They already assist manufacturers in elevating quality standards, reliable accuracy of production and inspection speeds in a cost-effective manner. It is also expected that harnessing this rapidly evolving technology is likely to shape the contours of the manufacturing landscape during its further expansion.
KritiKal Solutions has worked with various businesses for developing custom software solutions in Dallas and AI-powered vision-based inspection systems for their specific requirements. Some solutions include 3D depth detection using 3D imaging, label and barcode inspection, defect detection in metal components and cosmetics, 2-wheeler print inspection using OCR, assembly verification, complex, shiny or transparent surface inspection, 360° contamination inspection and robotic guidance. Please mail us at sales@kritikalsolutions.com to integrate vision inspections systems, a linchpin to your business growth and stand apart in the competitive market.

Kishore Rajendra holds the position of Senior Software Engineer at KritiKal Solutions. Working in their Vision Systems Design and Development team, he is a Computer Vision Engineer, specializing in model development (Pytorch, TF, Caffe) and is an innovative problem-solver who has helped KritiKal deliver many different projects to their clients.