

 Global
Global  United States
United States 
What are Machine Vision Applications?
Machine vision empowers the interpretation and analysis of visual data by machines in a manner similar to the human eye and revolutionizes the perception of industrial automation. It alongside other IT solutions for manufacturing leads to the enablement of precision monitoring and more efficient processes, such as swift quality inspection and accurate assembly automation, that have a transformative impact in various industries. It utilizes image processing techniques to understand its dynamic environment consistently, predict maintenance issues, enhance productivity and safety, perform defect inspection, and ensure high quality standards.
Industrial machines rely on sensors and cameras to capture, understand, and process images so as to act as intelligent digital entities and measure, sort, and complete manufacturing processes at high speed. This not only increases the accuracy, scalability, power, and flexibility of automating industrial applications without hard-tooled custom fixtures but also optimizes other dependent domains such as retail, logistics, security, and surveillance.
The machine vision and applications market across the globe was valued at about US $20.38 billion in 2024 and is expected to surge to a value of approximately US $41.74 billion by 2030, rising at a CAGR of 13% during this period. This rise was mainly observed due to the miniaturization of vision systems, their higher processing power, the integration of sophisticated software for complex image analysis, automated decision-making, and the leaning interest towards electronics manufacturing services. Moving forward, we will discover in this blog how this technology impacts industrial automation and enhances the overall safety and quality of manufacturing processes.
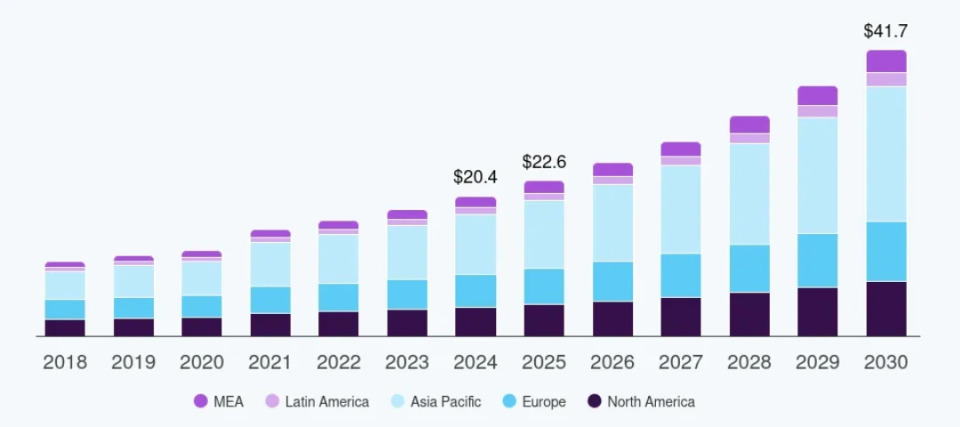
Source: Grand View Research
Growing market size of machine vision and applications during 2018 to 2030 forecast period
Brief Timeline of Machine Vision Applications
Its applications have evolved over the years, right from basic inspection tasks to complicated processes and even sustaining fully automated manufacturing ecosystems. Let us go through the timeline of the same in the section below.
1960s – 1970s: This decade saw the birth of this technology with certain use cases involving low computing power and high hardware expenses. This included early computer vision-related research, development of primitive image processing algorithms, edge detection, pattern recognition, character identification, and more.
1980s: Empowered applications were implemented in industrial automation across manufacturing setups especially in case of medical device contract manufacturing, such as barcode reading, optical character recognition, 2D inspection, machine visual inspection, surface defect detection, circuit board assembly services, machine and product parts verification, etc. Output consistency was assured by early vision sensors and processors.
1990s: Such applications were made more accessible in this decade through personal computer-based processing, digital cameras, better lighting sources, and other technological advancements. The integration of the same was observed in assembly verification, dimensional measurements, PLCs, and robotic guidance across industries like packaging, electronics, and automotive.
2000s: A gradual shift emerged from basic two-dimensional checks to intelligent vision systems, including 3D vision, quality assurance, multispectral, X-ray, and infrared-powered imaging. The era of integrating machine vision and applications with advanced robots for high throughput and human errorless bin picking, precision assembly, pick-and-place automation, etc., had also begun.
2010s: The capabilities of this technology were further enhanced with the advent of deep learning algorithms, thus allowing systems to recognize complex patterns, classify defects, widen variable parameters in terms of shapes and material for image processing, etc. Domain-wide applications further expanded to pharmaceuticals, food processing, automotive safety systems, semiconductor manufacturing, and others.
2020s: In the case of Industry 4.0, Industrial IoT, and smart factories, this technology became an integral part of manufacturing systems, autonomous mobile robots (AMRs), cloud and intelligent video analytics, edge-AI vision systems, vision-based automatic guided vehicles (AGVs), robotic inspection, etc., supporting IoT for predictive maintenance, full-scale optimization, and automated decision-making processes.
Components of Machine Visual Inspection
Software & Hardware
These perform decision-making as per unstructured visual input and data collected using smart, monochrome, compact, or complex multi-camera systems from the manufacturing setup or logistics centers. Image and time-of-flight sensors can accurately determine resolution that affects processing time by controllers and other system specifications.
Deep learning, hyperspectral imaging and processing, and AI-powered algorithms that function as per predefined rules can analyze and interpret the captured data. The system’s effectiveness is determined by its data collection capability and processing power. Other factors such as good-quality lenses that concentrate light on the sensor, lighting quality, color, form, size, illumination, angle, distance, etc. ensure accurate analysis.
Object Detection & Classification
Algorithms for detecting, recognizing, segmenting, classifying, and tracking object images using optical tools, data collection, and processing techniques form the backbone of machine vision and applications, such as volumetric or chemical component analysis and material verification. Technologies such as computer vision, optical character recognition, deep learning, convolutional neural networks, edge AI, vision transformers, machine learning, AI, IoT development services, optical and signal processing ensure better scope and micro-level accuracy.
3D Imaging
3D profilers such as laser triangulation, stereo vison, and structured light are used to complex assemblies, dimensional checks, reveal hidden features, and enhance contrast. Point cloud data and three-dimensional imaging processed using deep learning methods can enhance spatial analysis. This allows more complex applications such as autonomous vehicles, vision-guided robotics, pose estimation, point cloud completion, segmentation, tracking, and 3D object classification to be performed.
Others
Other emerging technologies include augmented reality for immersive experiences, robotic process automation for complex tasks, 5G wireless implementations for substantial data transfer, digital twins, and no-code solutions for increasing accessibility.
Machine Vision Applications in Industrial Automation
These applications have enabled preventive measures and reduced operational costs. Let us explore the various industrial use cases in this section.
Manufacturing
It is utilized for automating vision inspection system and operations in this industry with the help of high-precision sensors, cameras, and AI-powered algorithms. It is integrated into these systems for accurate measurements, process control, barcode and label reading, assembly, lot and date code, component presence, and orientation verification, liquid fill level and translucent material inspection, anomaly, foreign object, and contamination identification, and defect detection in manfuacturing like scratches, blemishes, dents, missing print sections, and dimensional gauging. It empowers Industry 4.0 and smart factory automation by guiding cobots or robots in alignment, welding, pick-and-place tasks, and improves quality and throughput while reducing human errors.
Automotive
It is used in machine visual inspection, robotic guidance, and for ensuring the safety and efficiency of manufacturing processes of automobiles. It is integrated for quality improvement, flexible line model verification, in-station process control, adaptable tooling, assembly, waste elimination, ADAS features like lane detection, collision avoidance, upholding manufacturing quality standards, and on-road safety protocols.
Healthcare & Pharma
AI and vision-powered systems like VisionStream can enhance diagnostics and patient care when applied in surgical navigation, image scanning, disease detection, patient monitoring, package integrity and compliance checks, product or tablet labeling and counting, 3D modelling for surgical planning, etc., reducing invasive procedures with precision.
Consumer Electronics
It is applied in the electronics sector for quality assurance, robotic guidance, process control, component verification and accurate placement, product & print integrity checks, AI defect detection, welding, and material handling, etc.
Agriculture
In the case of agriculture, these can be used to sort agricultural produce on the basis of size, ripeness, color, crop monitoring, pest infestation and disease detection, yield management, etc. using drone imagery.
Oil & Gas
It is used in oil rigs for detailed machine visual inspection, remote asset monitoring, automatic quality inspection, and more. In industrial plants, cameras are integrated on magnetic crawlers for inspecting difficult-to-reach, remote, narrow, or heightened areas and safety-critical assets. Potential equipment failures, gas leaks, cracks, misalignment, and corrosion in gas pipelines are identified in time by using vision-enabled robots that can grade drone imagery.
Retail & Logistics
These systems can be seen integrated in automated identification and data capture systems used for self-checkout systems, automated barcode and QR code scanners, point-of-sale machinery, warehouse routing optimization, customer service support, SKU and conveyor tracking, sorting, inventory and stock monitoring system, store, and supply chain management.
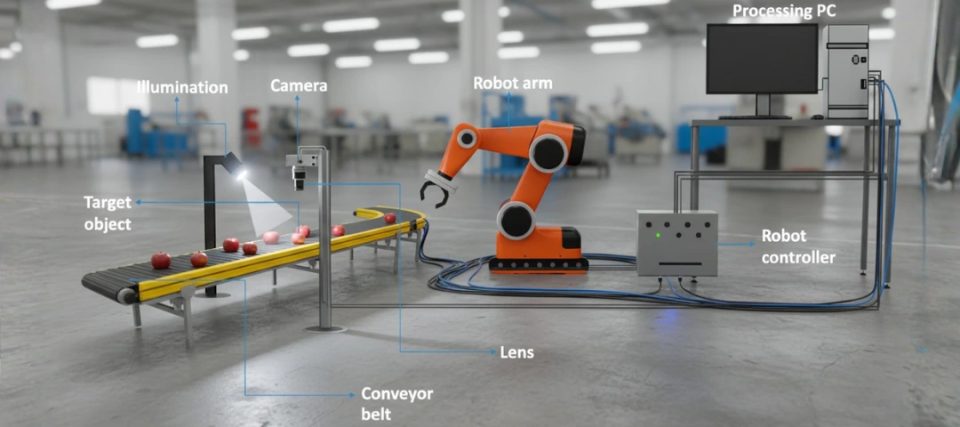
High-level working of machine vision applications in manufacturing setups
Benefits of Machine Vision Applications
It empowers solutions that feature images captured at higher resolution, faster task processing, and a wider spectrum of industrial applications. We will now look at its various benefits.
1. Product Tracing: Critical tracking information can be obtained through these systems as they trace products and parts right from production and shipping to point-of-sale. All supply chain stakeholders can know the exact location, delays, or shipping errors related to the product during delivery. If any complaint is registered by the customer with regard to damage, it can be traced back to its source.
2. Waste Reduction: Manufacturers can reduce scrap, overhead, and raw material costs with the help of these systems as they pinpoint missed defects, overfill, and production flaws, leading to more waste, rework, and false positives and alarms.
3. Process Improvement: Machine vision and applications such as inspection can assist in continuous improvement in processes by detecting sources of errors, new defect patterns, operational and code changes, process bottlenecks, deteriorating machine operations, product designs, etc., and keeping a visual record of all steps in the product lifecycle.
4. Enhanced Productivity: All equipment on the floor is mapped using such smart manufacturing solutions for the utmost performance, increasing the speed and efficiency of operations, equipment effectiveness, and reducing the time required for the production cycle through manual quality checks and downtime.
5. Compliance Assurance: Data gathered using such systems can be used to ensure that the processes follow industrial standard regulations such as food and beverage, pharmaceuticals, medical devices, etc.
6. Labor Gap Mitigation: Businesses can utilize skilled labor for activities of higher value as machinery powered by this technology can overtake mundane tasks. This is especially useful in the case of labor shortages and operations that require heavy-lifting, intricate, or risky work.
7. Quality Enhancement: It improves sub-pixel accuracy while reducing the time required for identifying assembly lines and production defects. In-depth, actionable insights minimize operational and shipping costs, waste generation, package returns, and intensive resource involvement without reprogramming needs.
8. Safety Elevation: It can be used for human activity recognition and to diagnose equipment failure and adjust issues remotely so that laborers can reduce their interaction with dangerous and noisy machinery and work efficiently and safely.
Future-Proof Automation with KritiKal
As one of the prominent machine vision companies, KritiKal Solutions has assisted several businesses in implementing empowered applications, therefore offering enormous value in industrial automation. We help them overcome certain associated challenges such as system integration complexities, the requirement of specialized expertise and training data, high upfront costs, poor interoperability, computational demands, stringent environmental control, black box nature of CNNs, and slower adoption, so that they can unlock faster, accurate, consistent automation, decision-making, and visual inspection.
AI-powered predictive maintenance, quality assurance, process control, and many more services are driving the revolution of Industry 4.0 across various sectors. The advancement in technology reduces waste scrap generation, improves process, product and service quality, boosts productivity, industrial efficiency, and fosters innovation.
As the applications of this technology continue to expand, making it more essential for the future, we stand at the frontier to deliver innovative solutions, such as AI label inspection, surface defect checkers, automated manufacturing parts pressing, connected assembly bots, etc. Please get in touch with us at sales@kritikalsolutions.com to learn more about our solutions and to realize your manufacturing and automation-related requirements.

Ankit Sharma currently works as a senior Quality Assurance Engineer at KritiKal Solutions. He has extensive experience working with software quality and in-process testing and is a certified Lean Six Sigma Green Belt professional. With expertise around SDLC, STLC, SQL, Jira, Postman, Cypress, testing methodologies including functional, regression, ad hoc, UI/UX, localization, compatibility testing, and more, he has helped KritiKal in delivering some major projects to global clients.