

 Global
Global  United States
United States 
A Brief on Smart Manufacturing Industry 4.0
As we are aware, Industry 4.0 is the fourth industrial revolution where advanced technologies such as artificial intelligence (AI), machine learning (ML), internet of things (IoT), robotics and big data are transforming everyday manufacturing and industrial practices. Smart manufacturing is a key component of this revolution that enables efficiency, personalized customization and innovation to enhance supply chain processes and the overall production systems. IT solutions for manufacturing have enabled smart factories that feature automated manufacturing processes, decentralized decision-making with real-time data collection, exchange and analysis. It connects all aspects of these processes right from product designing, production to logistics via interconnected networks, systems and data analysis.
The global smart manufacturing solutions market was valued at US $233.33 billion in 2024 and is anticipated to increase to a value of about US $479.17 billion by 2029 surging at a CAGR of 15.5% during this forecast period. This growth is mainly due to rising concerns about waste management, optimization of available resources and reduction in downtime of manufacturing procedures to increase productivity.
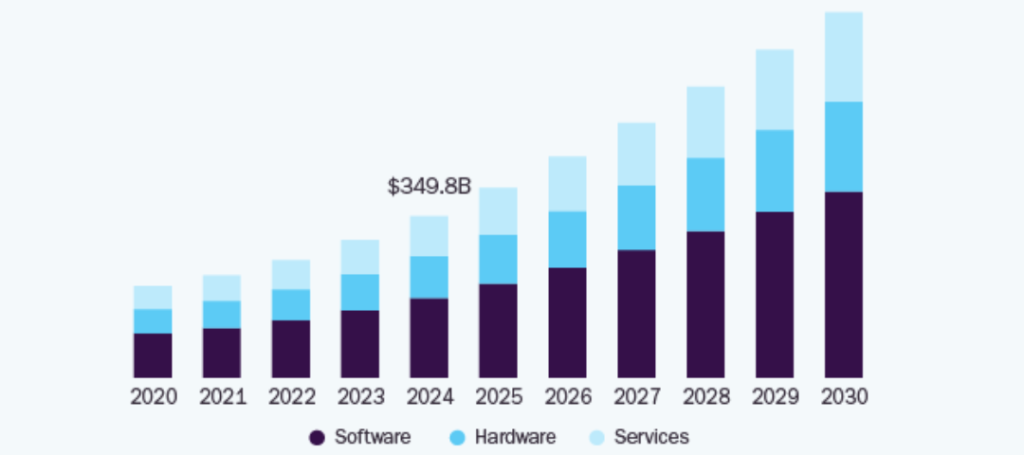
Growing market size of smart manufacturing industry 4.0 during forecast period 2020 to 2030
Key Elements of Smart Manufacturing Solutions
Here are some of the applications these solutions –
AI-based Predictive Maintenance
Manufacturers can reduce unplanned downtime and digitize maintenance by using embedded IoT devices that can directly monitor machine health and send requisite timely alerts prior to system failures. This smart factory solution includes the use of ultrasound to cater to machines or processes undergoing rotations per minute below 10, customized inspections and asset management based on key performance indicators etc.
Automated Quality Control
Automated quality control is an important smart factory solution that enhances product quality and improves operational efficiency through thorough defect detection in manufacturing. Advanced machine vision systems include cameras working at high-speed, powered by embedded processing and artificially intelligent algorithms that allow these systems to conduct inspections of products on the fly. These systems are seamlessly embedded in the production lines and manufacturing equipment to perform accurate quality control, anomaly detection and ensure consistency in real-time,
Industrial IoT
IIoT and edge computing devices can hasten data processing when deployed nearby the production floor. Manufacturers are able to monitor processes in real-time, enable faster decision-making and reduce latency. Businesses can utilize controller platforms for edge computing devices through analytics embedded directly at the source for process optimization and AI defect detection in manufacturing environments.
Robotic Process Automation
Various complex production tasks performed by automation and robotic systems are managed by embedded controllers. Embedded control systems in integrated robotic solutions like robotic arms, computerized numerical control (CNC) machines and other automated equipment and smart manufacturing solutions offer precision, speed, production efficiency and adaptability to manufacturing environments.
Manufacturing Execution Systems
These systems connect enterprise-level systems and the production floor through precision control, process tracking and optimization in real-time. They enable work order management, overall equipment performance analysis and detailed production monitoring, especially in the case of medical device contract manufacturing. MES solutions can easily integrate with automation systems for process management, production visibility, monitoring and operational efficiency.
Supply Chain Management
Automated and well-connected supply chain and inventory procurement, management software powered by intelligent video analytics provides end-to-end visibility of the logistics network and warehouse stock. They assist in balancing supply and demand, optimizing inventory, planning around supply chain, minimizing cost, reducing lead times and fulfilling orders across global networks.
Smart Transducers
Industrial embedded sensors, actuators and automation technologies directly interact with machines and capture necessary information such as pressure, temperature, vibration etc. Post-integration of this smart factory solution into production equipment it allows precise control and rapid adjustments to ensure continuous, accurate monitoring and support dynamic process control.
AR-based Operator Assistance
Augmented Reality (AR) relays digital information in live video feeds captured by high-speed cameras for situational awareness, low training time, remote assistance and real-time collaboration. They guide operators via human action recognition and help them visualize instructions during assembly, equipment maintenance and troubleshooting, directly on the factory floor.
Product Lifecycle Management
Another smart factory solution is automated software for product lifecycle management right from designing, development, production, service to retirement stage. Systems for label inspection and others ensure seamless data flow between global manufacturing, design and engineering teams for robust data management, real-time collaboration tools that facilitate innovation and streamlined product development.
Advantages of Smart Manufacturing Solutions
In the contemporary technological and competitive scenario, businesses need to obtain long-term stability, environmental sustainability and client satisfaction to gain maximum profits. following are the various benefits of deploying these solutions in factories which might assist them in this –
1. Automation & Robotics: The adoption of automation by using robots and software can streamline manufacturing processes, improve efficiency and diminish manual labor.
2. Efficiency & Productivity: Safer, swifter and smarter manufacturing solutions can automate workflows operated in IoT connected machines, leading to streamlined results and real-time analytics.
3. Interconnectivity: All machines, production systems, vision inspection system and sensors are connected digitally via the internet and cloud for real-time data collection and analysis in a scalable and flexible manner for various stakeholders in the manufacturing process.
4. Agility: Product personalization with acuity and speed is achievable through smart manufacturing industry 4.0, where processes at every stage can be altered as per market changes.
5. Continuous Monitoring: Manufacturing procedures can be monitored in real-time, which allows predictive maintenance, better responsiveness and decision-making related to changing environments.
6. Sustainability: Smart manufacturing technologies assist in devising cost-effective strategies for streamlined operations utilizing low energy. They enable environmentally sustainable product design and development, greener logistics and other smart initiatives and resource planning.

Digital Twin – a key feature of smart manufacturing industry 4.0 for predictive maintenance
7. Digital Twin: Virtual replicas or representations of physical objects, systems, assets, processes or digital twins and simulations prior to production can be generated for monitoring, testing, predictive maintenance and business optimization.
8. Data Analytics: AI /ML and big data analytics can be used to gain necessary insights from the gathered data for overall production process optimization, failure prediction and task automation.
9. Human-Machine Interaction: Smart manufacturing solutions can elevate human-machine collaboration to achieve optimal performance. Cyber physical systems connect physical processes with digital information for real-time feedback and control.
10. Cost Savings: Smart Businesses can experience lower risks and expenses through digital integration of the complete supply chain network. A stock monitoring system can also save on resource-related expenses through automation, conduct better forecasts and manage inventory more efficiently.
11. In-depth Collaboration: Different systems and platforms are seamlessly integrated for enhanced collaboration among various departments and external vendors and partners, such as for supply chain and inventory management and more.
12. Process Optimization: Continuous improvement of production processes is made possible by using data analytics and automated optimization techniques for better efficiency and downsized costs.
Conclusion
In this blog we explored how every smart factory solution such as IoT, robotics and AI forms a vital part of industry 4.0 as they optimize efficiency and customization while minimizing downtime. These solutions include predictive maintenance, automated quality control, real-time data analysis and more. These systems integrate sensors, actuators, and intelligent systems for seamless operations, right from design, development to logistics. By integrating these solutions, businesses benefit from improved productivity and sustainability, as well as cost-effectiveness in the long run, as they ensure agile, data-driven manufacturing with enhanced collaboration and continuous process optimization. Please get in touch with us at sales@kritikalsolutions.com to know more about our products, services, solutions and realize your manufacturing requirements.

Atish Singh currently works as an Embedded Engineer at KritiKal Solutions. He specializes in embedded systems, semiconductor design, verification, prototyping and other techniques. With hands-on experience in embedded system design flow and chip optimization, he has contributed to high-performance, energy-efficient designs in various projects delivered by KritiKal to some major clients.